3 d印刷材料选择指南
比较3 d打印的树脂的性质、热塑性塑料和金属锻造,铸造,模制
材料必须适合于应用程序以达到设计目标。任何材料变得越来越重要的属性作为一个产品发展从概念和功能原型到生产。
然而,材料属性只能评估与生产流程。材料的组合,这一过程中,包括后处理,这决定了特色。例如,相同的金属合金压铸时显示不同的性质和金属注射成型。
加法制造(AM),或bepaly下载 其他制造过程是独特的,因此生产零件的特点是不同的,即使使用几乎相同的合金或塑料。我受益于近期投资和研发工作,致力于创建材料专门为工业级设计3 d打印机。机械和物理性能,材料的选择取决于所需的优先级的设计和质量要求。
以下信息将帮助在材料的特性和选择六广泛应用工业3 d印刷过程:直接金属激光烧结(摘要),有限元(SLA),碳DLS,选择性激光烧结(SLS),多射流融合(MJF)和PolyJet (PJ)。
材料3 d打印技术的进步
物质进步有推动3 d印刷用途超越形式和合适的模型和原型的功能最终测试和最终用途生产部分。3 d打印技术的可定制的本质是完美的如衣物甚至容量最终用途部分高性能航空组件。
尽管3 d打印不同的输出其他的生产过程,它可以提供一个合适的当寻求直接替代选择。然而,实验可能需要时间的3 d打印技术的差异,超越,但是相关的材料属性。例如,添加剂材料仍然推进包括丰富的组描述材料在性能数据范围的条件。在大多数情况下,3 d打印用户提供一个数据表,其中包含一个有限设置的值。这些值也可能存在最好的情况下基于测试的原始材料例如,(unrecycled粉)。
另一个问题是,3 d印刷生产各向异性属性的值不同X, Y,和Z轴。的各向异性程度随每个添加剂technology-direct金属激光烧结是最接近各向同性,但它应该吗总是考虑。

材料供应商很少发布材料规范该文档属性从一个轴向的变化另一个作为数据背后的这些规范可以有所不同很大程度上由材料、流程和甚至类型的机器。通过设计的加法制造(DfAM)过程和调整构建取向,非均质性或不足的材料属性是可以克服的。为此,利用从过去的项目经验或合格的服务组织来填补缺口这是由于有限的材料属性数据。
本指南中概述,你会发现材料的数据基于添加剂材料的内部测试构建和使用我们的能力在Protolabs进行后期处理。值得注意的是,本文档中包含的数据是近似的,依赖于许多因素,包括但不限于,机器和过程参数。因此,提供的信息绑定和不被认证。
当性能是至关重要的,也考虑独立的实验室测试或添加剂材料最后的部分。虽然是部分成功是依赖在材料特性,他们并不是唯一的考虑。每个添加剂材料和构建过程也将决定特征尺寸精度等特性分辨率、表面光洁度、生产时间,和一部分成本。所以建议选择一个合适的材料,然后评估其满足期望和能力需求相关的性能、成本和质量。

为3 d印刷材料的选择
自从3 d印刷是独一无二的,找到完美的匹配到的目标,塑造或加工材料是不明智的。在本指南中,您会看到一些比较传统的制造方法,旨在帮助水平集材料预期某些机械或物理性质。
一般来说,一个或两个区分一种添加剂材料和其他材料属性。认识到几个属性将从其他单独的一个材料,推荐方法选择一个3 d印刷材料是首先定义什么机械或物理属性是关键和识别critical-to-quality特性。然后复习材料制造选项来找到一个合适的基于你的时间表和最终用途的目标。

3 d印刷材料:定义和测试方法
让我们花一分钟来定义一些关键术语,你会看到在本指南。
极限抗拉强度(ut)是指破碎前材料可以承受的最大应力。
拉伸模量、弹性模量是指材料的刚度。模量越高,硬的材料。
延伸率(%)是指材料的延性。考虑材料拉伸成丝。较高的延伸率%表示材料更有可能能够伸展或拉长成细线的形状。
硬度测量和人权组织报道或HRB罗克韦尔规模对金属在本指南。对于聚合物,PJ、硬度计等报道。数越高,材料越困难。
热变形温度(热变形)有时被称为热变形温度,温度变形发生在刚性材料被放置在一个特定的负载。
对于本指南,塑料3 d打印的材料进行了分析热偏转/ ASTM D648除了TPU。内部测试的TPU / ASTM D412执行70年。热变形测量值在66 psi。ASTM D648杠杆进行内部测试在3 d打印的样品从我们的机器。3 d打印样本10毫米/分钟的速度。x - y平面样本生产在一个平面内位置平行于构建平台或粉床。Z平面样本生产手机直立。摘要样本酒吧都是制造和测试在Z平面上,正常的构建平台。
摘要直接金属激光烧结材料
摘要使用纯金属粉末形式生产零部件的属性,被公认是可比的金属热处理条件进行比较时。因为快速的粉末粒子的融化和凝固小,不断移动,摘要可能产生不同的晶粒尺寸和晶界影响材料的性能。加法制造研究正在进行描述纹理结构和影响部分,这将会改变支持结构变化、激光参数、层厚度和热治疗缓解压力和热等静压(HIP)。最终,粮食结构可以方便地操纵提供机械性能提高摘要部分。
本指南中讨论的六个加法制造流程,摘要生产零件的材料属性,方法一个各向同性状态,独立于方向测量意义相似的属性。在我们潜水之前,一项值得注意的图表:NR显示正常的分辨率,这意味着零件制造的30微米层。如果部分是建立在X线2000 r机、NR表明部分是建于60微米层。人力资源显示高分辨率,这意味着零件制造20微米层。
比较吃苦耐劳的材料:以PH值与316 l
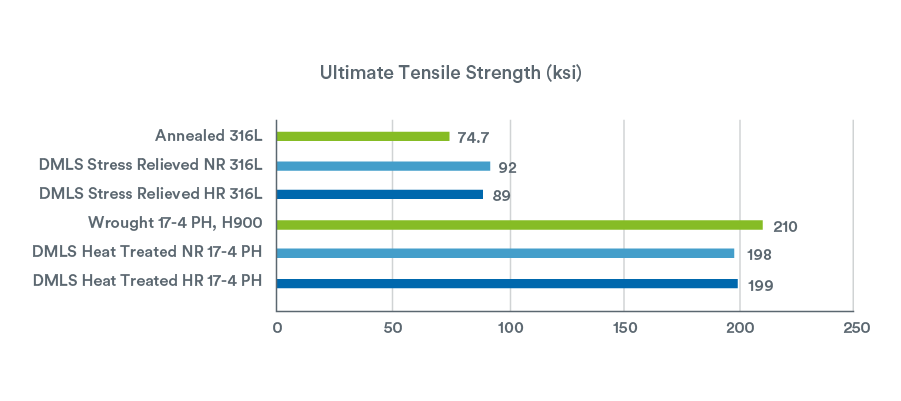
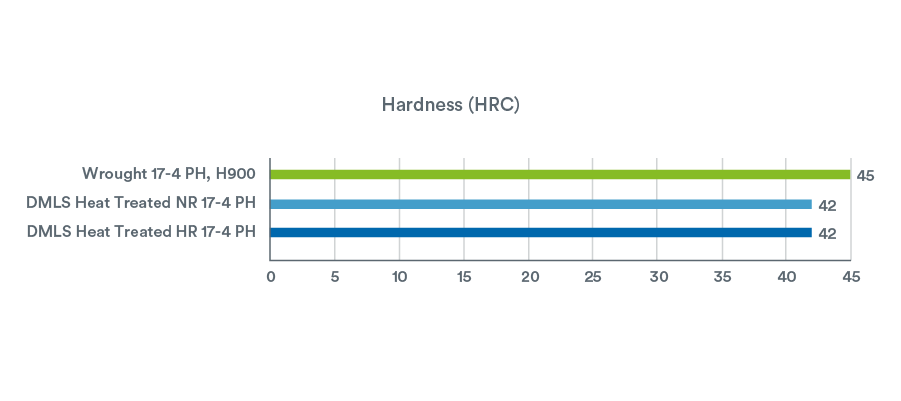
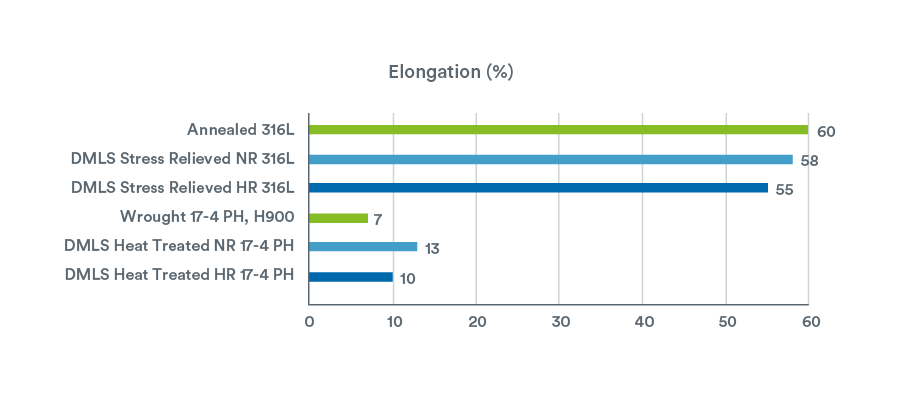
不锈钢是一种常用的摘要材料,它可以在两个成绩在Protolabs:以PH值和316 l。为其选择以PH值(沉淀硬化)显著提高抗拉强度和屈服强度,但认识到更少断裂伸长率比316 l,这意味着以韧性低于316 l。如果你需要一些灵活性,钢部分与316 l。以PH值和316 l耐腐蚀的选项,但是316 l是更好的抗酸。注意,节与真空固溶热处理和热处理H900老化的热处理改善机械性能,而316 l是只提供应力消失状态。正如所有摘要材料我们提供这两种不锈钢加工后打印出来。热处理的顺序和任何后处理工作可能会交换节部分根据加工要求。
注意摘要以PH值和316 l共享类似的机械和物理属性non-AM造成同行。
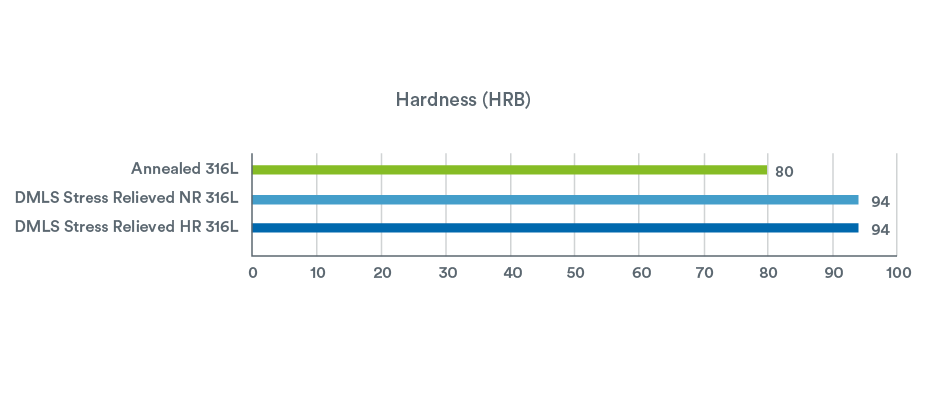
不锈钢:材料性能比较
| 年级 | 热处理 | 极限抗拉强度 | 伸长 | 硬度 |
|---|---|---|---|---|
| 316升 | 退火 | 74.7 ksi | 60% | 80年HRB |
| 摘要NR 316升 | 应力消失 | 92年ksi | 58% | 94年HRB |
| 摘要人力资源316升 | 应力消失 | 89年ksi | 55% | 94年HRB |
| 造成节PH值 | H900 | 210年ksi | 7% | 45 HRC |
| 摘要NR节PH值 | 热处理 | 198年ksi | 13% | 42 HRC |
| 摘要人力资源以PH值 | 热处理 | 199年ksi | 10% | 42 HRC |

导电金属选项
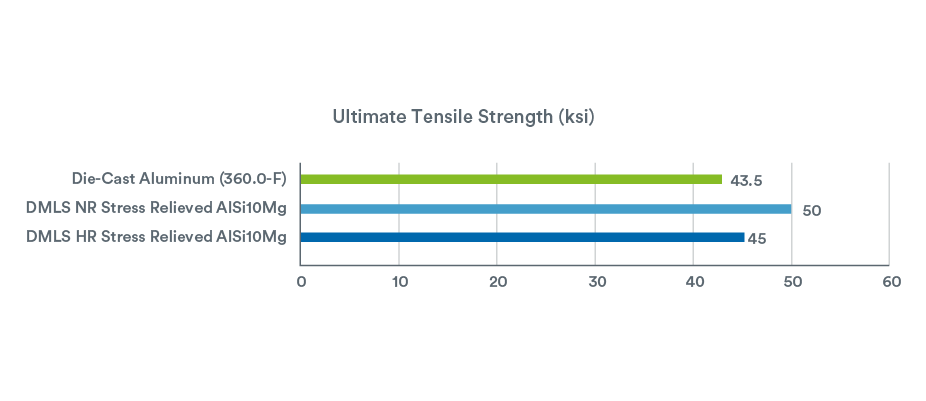
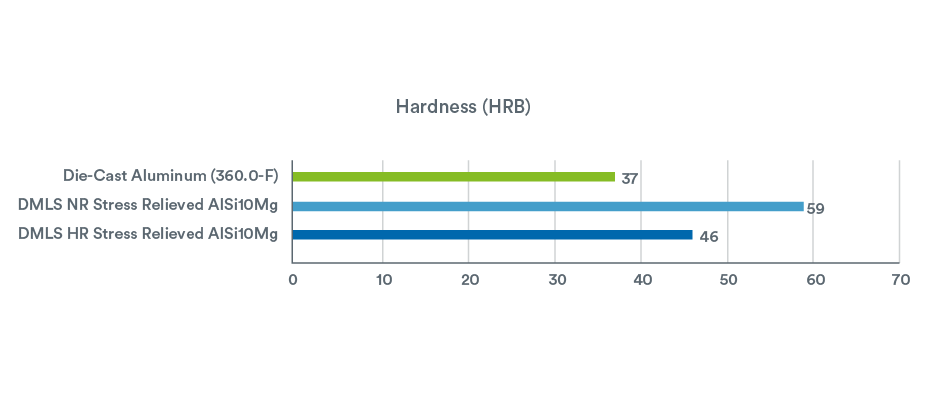
铝AlSi10Mg与360.0 f铝合金用于压铸过程。AlSi10Mg具有良好的强度重量比,高温度和耐蚀性,和良好的疲劳、蠕变和断裂强度。AlSi10Mg也展品热导电性属性。压铸铝相比,抗拉强度的属性具有可比性。然而,断裂伸长率略高的平均水平相比,铝。Protolabs,我们的内部测试表明,AlSi10Mg建在NR(30微米层)展品更高HRB价值相比,高分辨率或铸铝。
金属电镀是另一个生产模式要牢记。当原型零件铸造或机加工通常会死于铝,镁,锌,考虑金属镀层作为一个选项。我们提供SLA类树脂可以金属镀。核心材料是ceramic-like SLA(先进的高温度)复合材料,展示实力,硬度和耐热性。SLA部分建立后,他们与规定电镀厚度结构铜和镍。维护以确保维度的部分,软件是用于调整SLA组件之前制造占目标电镀厚度。Metal-plated组件能够承受高温、磨损和高腐蚀性环境。
铝:材料性能比较
| 年级 | 热处理 | 极限抗拉强度 | 硬度 |
|---|---|---|---|
| 压铸铝(360.0 - f) | n /一个 | 43.5 ksi | 37 HRB |
| 摘要NR AlSi10Mg | 应力消失 | 50 ksi | 59 HRB |
| 摘要人力资源AlSi10Mg | 应力消失 | 48 ksi | 46 HRB |

是铜
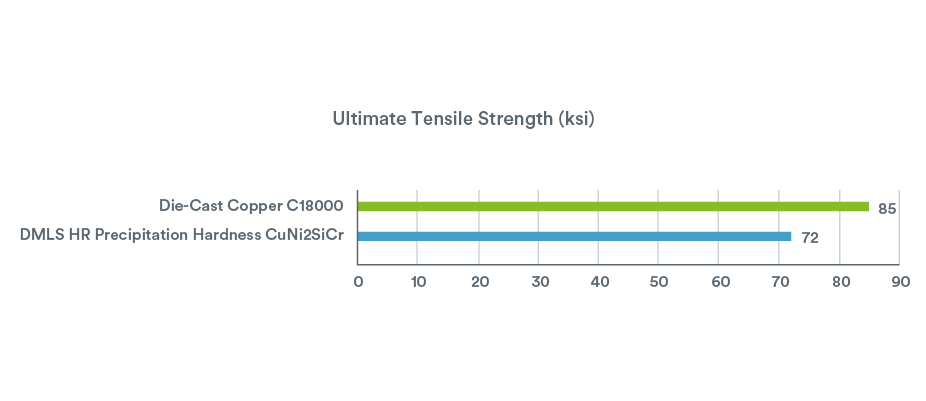
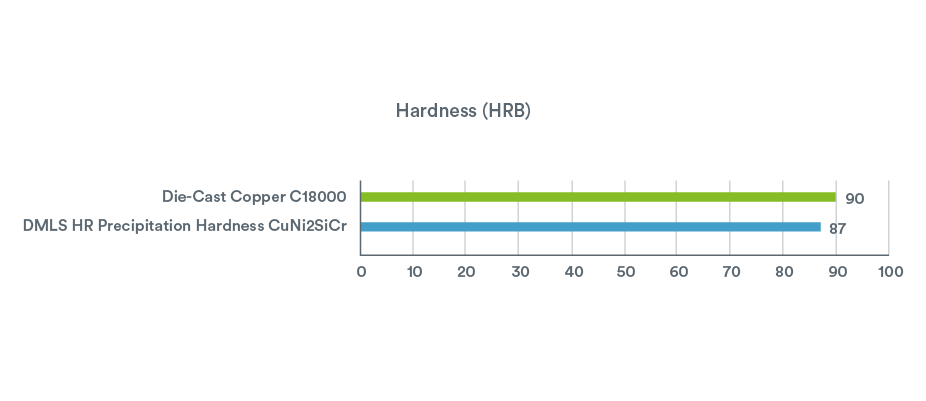
铜(CuNi2SiCr)可用于粗略的纯铜的环境中是不可行的。爹妈C18000,压铸的铜,表现出更强的材料拉伸和硬度性能高于铜。铜是结构性更强,难度,较高的延伸率相比,铝,也展品热和导电性属性。
是铜的导电率是有效的电气和热传递的应用程序。散热片和热交换器是理想的申请材料,但如果体重是一个问题,是铝可能是最好的选择。
铜:材料性能比较
| 年级 | 热处理 | 极限抗拉强度 | 硬度 |
|---|---|---|---|
| 压铸的铜C18000 | n /一个 | 85年ksi | 90年HRB |
| 摘要人力资源CuNi2SiCr | 降水硬度 | 72年ksi | 87年HRB |

超合金
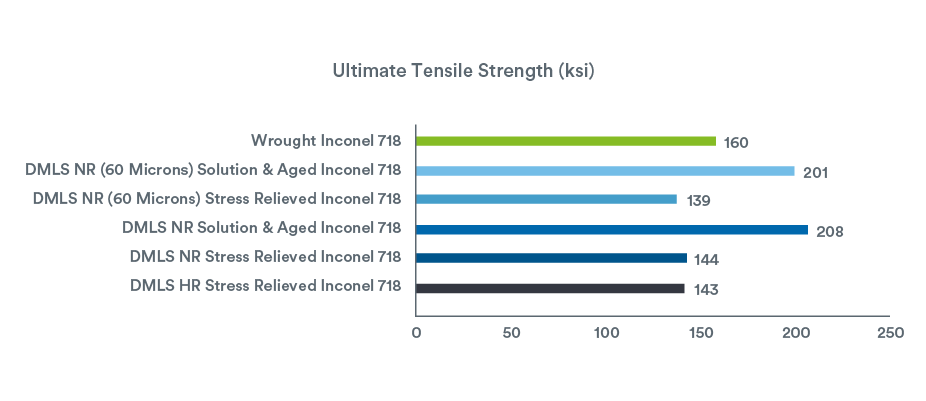
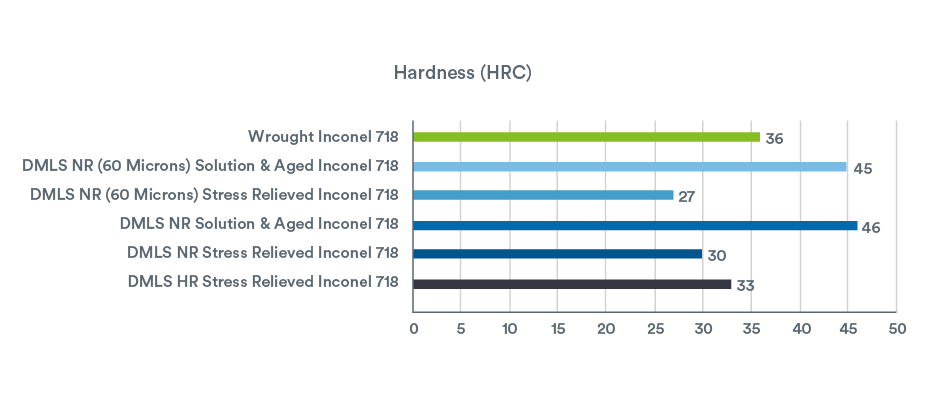
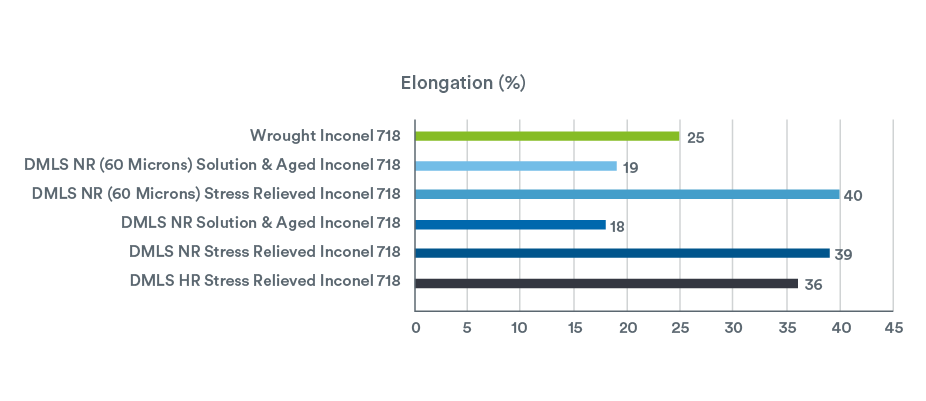
铬镍铁合金718是一个镍铬高温合金应用在广泛的温度(-423度F - 1300华氏度),如高温的飞机发动机组件和低温低温应用。其高温强度是源自其创建一个厚的能力,稳定,高温氧化钝化层。铬镍铁合金718还具有良好的拉伸、疲劳、蠕变、断裂强度属性。
当solution-treated和每AMS 5663岁的铬镍铁合金718件展品更高的抗拉强度和硬度增加,再加上伸长%的减少。铬镍铁合金718和31.5一样大。x 15.7。x 19.7。(800 mm x 400 mm x 500 mm)的大小生产在Protolabs 60微米层。
铬镍铁合金718:材料性能比较
| 年级 | 热处理 | 极限抗拉强度 | 硬度 | 伸长 |
|---|---|---|---|---|
| 718年的铬镍铁合金 | n /一个 | 160年ksi | 36 HRC | 25% |
| 摘要NR(60微米)铬镍铁合金718 | 解决方案和年龄 | 201年ksi | 45 HRC | 19% |
| 摘要NR(60微米)铬镍铁合金718 | 应力消失 | 139年ksi | 27 HRC | 40% |
| 摘要718年NR铬镍铁合金 | 解决方案和年龄 | 208年ksi | 46 HRC | 18% |
| 摘要718年NR铬镍铁合金 | 应力消失 | 144年ksi | 30 HRC | 39% |
| 摘要718年HR铬镍铁合金 | 应力消失 | 143年ksi | 33 HRC | 36% |

高温合金的专业应用
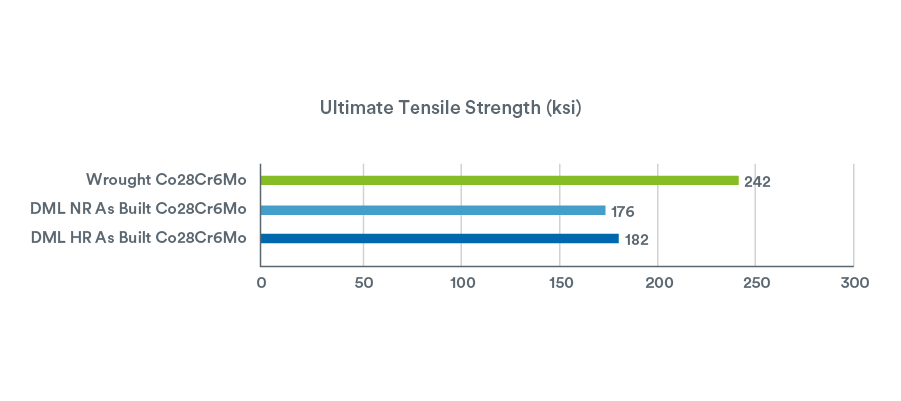
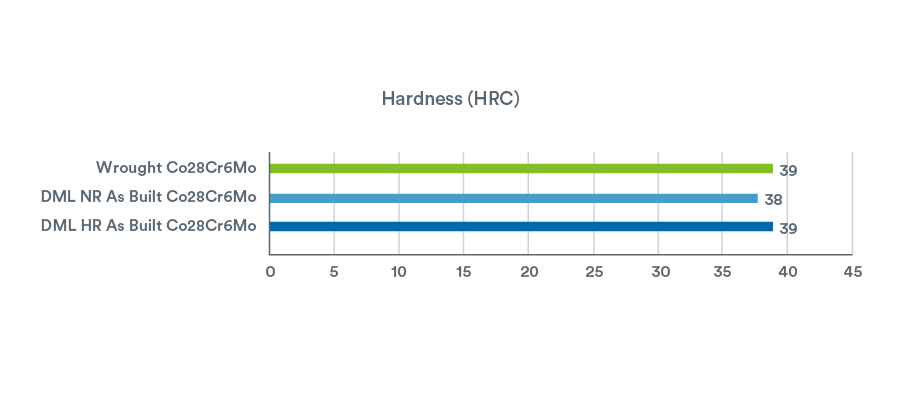
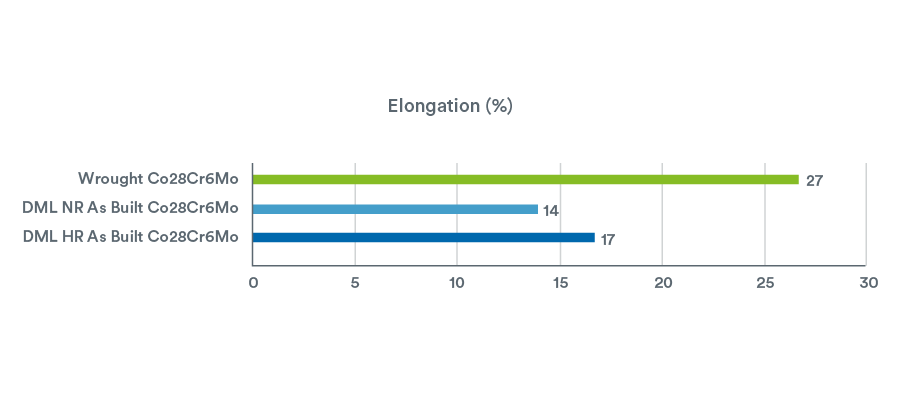
钴铬合金(Co28Cr6Mo)是另一个摘要高温合金用于专业应用在航空航天和医疗行业,因为它吗的强度重量比、蠕变和耐腐蚀性能。摘要Co28Cr6Mo由ASTM F75,硬度值是符合的造成Co28Cr6Mo,但极限抗拉强度和伸长率不紧密。
注意,如果这些摘要Co28Cr6Mo样品收到了热处理,t他的分离不会显著。
钴铬:材料性能比较
| 年级 | 热处理 | 极限抗拉强度 | 硬度 | 伸长 |
|---|---|---|---|---|
| 造成Co28Cr6Mo | n /一个 | 242年ksi | 39 HRC | 27% |
| 摘要NR Co28Cr6Mo | 已建成的 | 176年ksi | 38 HRC | 14% |
| 摘要人力资源Co28Cr6Mo | 已建成的 | 182年ksi | 39 HRC | 17% |

强大的钢铁,但轻量级
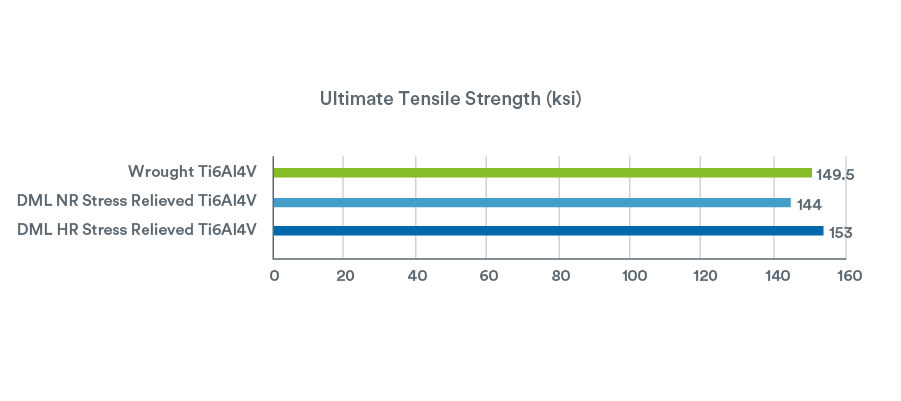
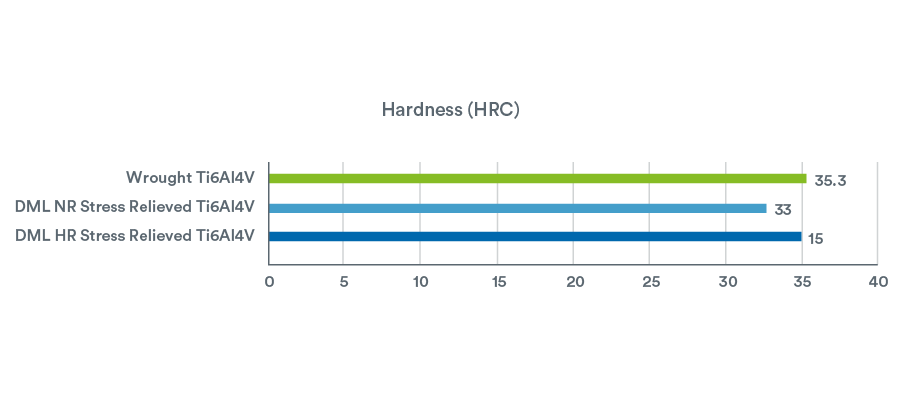
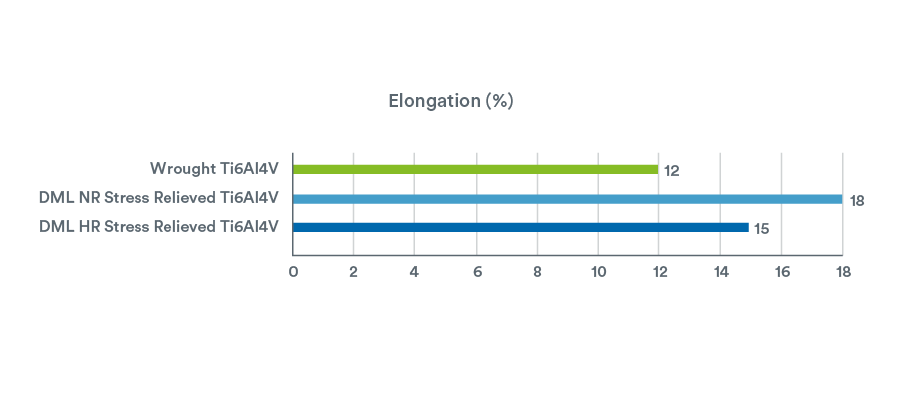
钛Ti6Al4V,类似于摘要钴铬,最常用于航空航天和医疗应用程序由于其强度重量比,温度电阻,和酸/耐腐蚀。
造成Ti6Al4V相比,真空压力缓解Ti6Al4V的机械性能类似于锻钛的抗拉强度,伸长率和硬度。
钛:材料性能比较
| 年级 | 热处理 | 极限抗拉强度 | 硬度 | 伸长 |
|---|---|---|---|---|
| 造成Ti6Al4V | n /一个 | 149.5 ksi | 35.3 HRC | 12% |
| 摘要NR Ti6Al4V | 应力消失 | 144年ksi | 33 HRC | 18% |
| 摘要人力资源Ti6Al4V | 应力消失 | 153年ksi | 15 HRC | 15% |
有限元(SLA)和碳DLS材料
SLA材料被归类为感光性树脂、热固性树脂固化紫外(UV)光。SLA提供最广泛的选择3 d-printable塑料大范围的机械性能。注意影响的优势通常比低很多共同射出成型的热塑性塑料。SLA材料的范围还提供了选择颜色和不同程度的不透明度。结合质量表面光洁度和高分辨率特性,SLA可以比得上注塑在生产零部件beplay体育下载ios性能和外观。然而,请记住,暴露在湿度和紫外线可能改变外观,尺寸,随着时间的推移和力学性能SLA-printed部分。
ABS-like白色(射门角度严酷白200)和ABS-like灰色(射门角度播放器灰色)通用的SLA材料被广泛使用。的灵活性和力量,这些材料成型聚丙烯和塑造ABS之间下降,这使得他们一个不错的选择对于功能原型,如提前适应。播放器是一种持久的SLA材料;它有一个高冲击强度和断裂伸长率(EB)与中档的强度和刚度。如果热偏差是一个关键的设计要求,ABS-Like灰色提供最高ABS-Like SLA树脂的热变形。值得注意的是,部分大如29。(736.6毫米)x 25。(635 mm) x 21。(533.4毫米)可以由ABS-Like白色所以考虑主要选项如果你需要一个广泛建立大小信封。
ABS-like黑色(RenShape SL7820)是另一个通用材料选择吗当黑人是所需的颜色。深黑色的颜色和光泽面对(在构建取向)表面提供模制品的外观,而层线可见的轮廓。RenShape 7820也有低水分吸收(0.25%ASTM D570),这样更维稳定部分。相对于其他SLA机械性能的材料,它有中档值。
ABS-like半透明/清晰(11122年流域XC)提供了一个独特的组合低吸湿性(0.35% / ASTM D570)和near-colorless透明度。二次操作所需实现功能部分清晰。部分也将保留一个非常浅蓝色色调。同时有利于通用的应用程序,流动显示模型的分水岭是最好的选择,光管和眼镜。

超细™是一种custom-formulated材料可在灰色和绿色Protolabs独有。这种ABS-like材料是我们定制的3 d打印的机器来实现高分辨率特性和0.0025一样小。(0.0635毫米)超细是理想的一小部分,通常小于1立方英寸。在力学性能方面,超细落在SLA的中档材料抗拉强度和模量和冲击强度和伸长的低端。
Polypropylene-like材料
PP-like半透明的白色(9120年”)是SLA树脂的最佳选择当polypropylene-like属性是必要的。这种材料是最灵活的SLA的选择。
Polycarbonate-like材料
pc的半透明/清晰(射门角度60)是另一种通用ABS-like材料和流域11122年XC刚度或清晰。像分水岭,这种材料可以custom-finished实现功能的透明度。射门角度60的抗拉强度和弹性模量最高的高级高临时材料选项可以thermal-cured提高力学性能。
具有先进的高温度(5530年射门角度)创建强,僵硬的部分用耐高温值超过射出成型聚碳酸酯。热后固化选项可以提高热变形高达482华氏度(以66 psi)。然而,热固化过程确实使射门角度少5530耐用,导致延伸率减少了50%。射门角度5530也有最高的所有空缺SLA的拉伸模量材料,它耐著称的汽车液体。
Ceramic-like先进HighTemp(执行)展品的最高强度强度和拉伸模量使其成为最SLA的材料性能材料。当应用于热治疗选项部分由执行,它表现出最高的热变形高达514华氏度(以66 psi)的SLA材料和优良的热变形相比,类似的射出成型材料。
碳DLS
70年RPU硬质聚氨酯通过DLS(数字光合成)制造过程。这是一个艰难的,通用工程级材料,可以归类为一个黑字ABS-like材料。碳材料的理想部分尺寸5立方英寸或更少。碳DLS材料可以达到更好的机械性能在SLA材料由于构建过程。另外,时代,DLS部分是在强制循环烤箱中烘烤而成,热引发二次化学反应导致碳DLS材料调整和加强。
FPU 50灵活的聚氨酯也是通过DLS制造的过程。这展览中最高的伸长Protolabs树脂使其200%的最灵活的选择。可以搭配黑色,它属于PP-like类别。
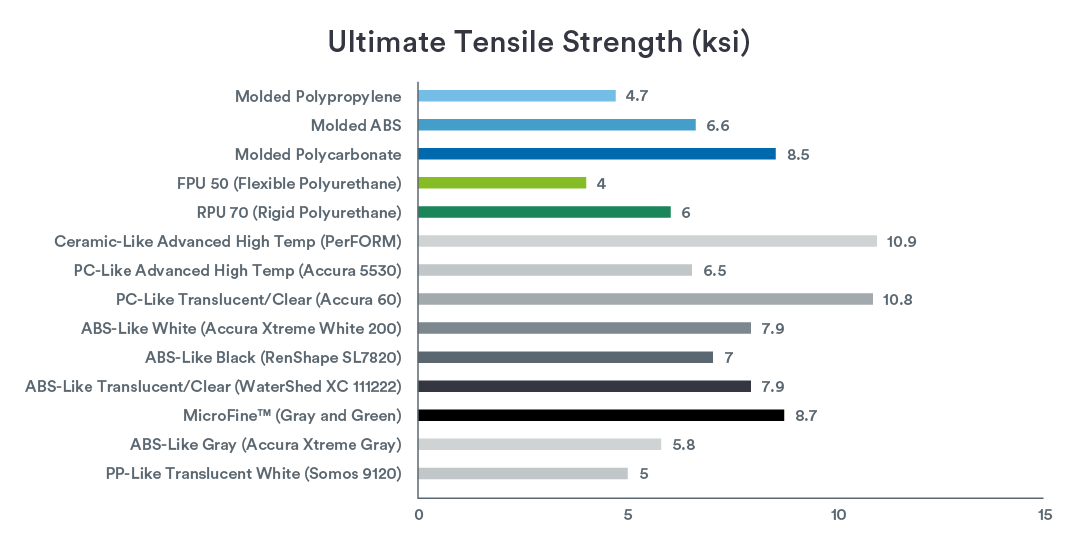
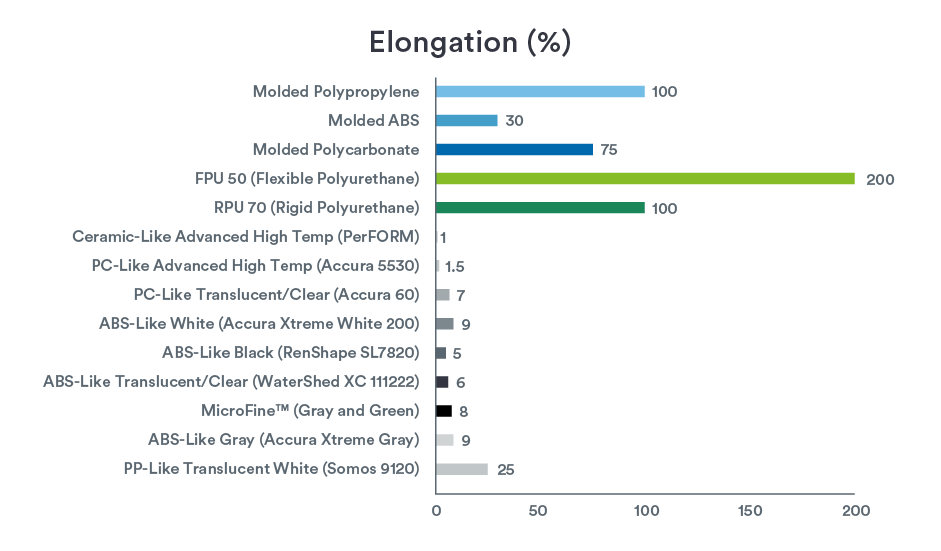
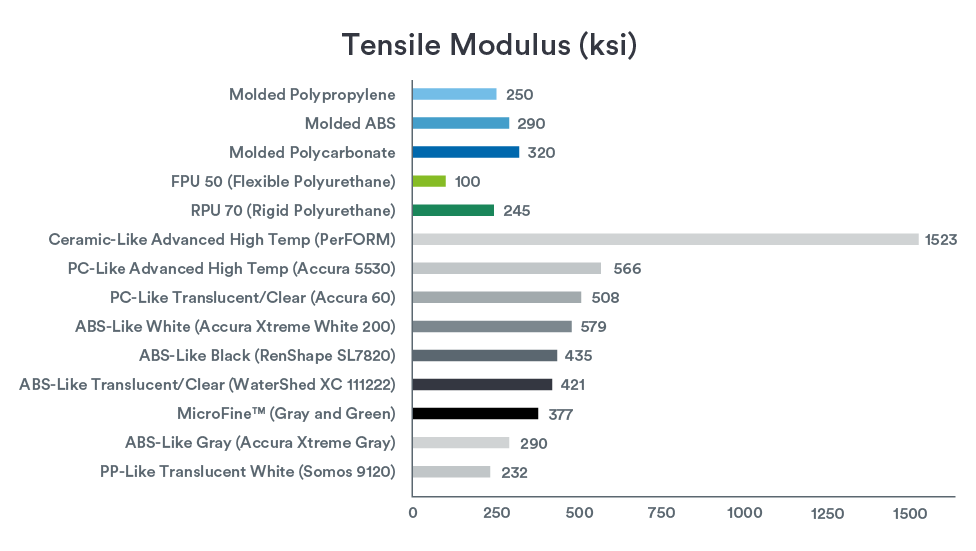
SLA &碳DLS材料比较图表
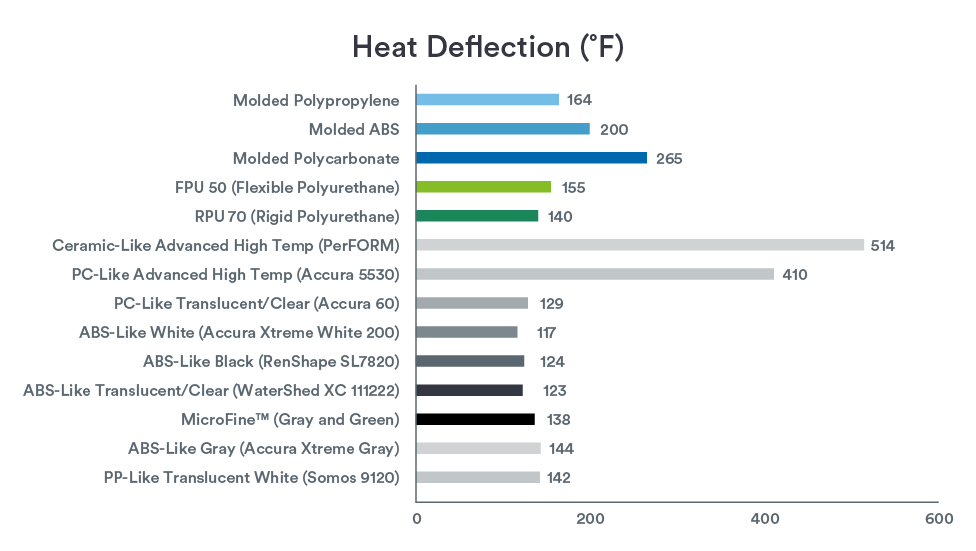
| 抗拉强度 | 伸长 | 拉伸模量 | 热偏转 | |
|---|---|---|---|---|
| 型聚丙烯 | 4.7 ksi | 100% | 250年ksi | 164年oF |
| 型ABS | 6.6 ksi | 30% | 290年ksi | 200年oF |
| 型聚碳酸酯 | 8.6 ksi | 75% | 320年ksi | 265年oF |
| FPU 50(灵活的聚氨酯) | 4 ksi | 200% | 100年ksi | 155年oF |
| RPU 70(硬质聚氨酯) | 6 ksi | 100% | 245年ksi | 140年oF |
| Ceramic-Like先进高温度(执行) | 10.9 ksi | 1% | 1523年ksi | 514年oF |
| 具有先进的高温度(5530年射门角度) | 6.5 ksi | 1.5% | 566年ksi | 410年oF |
| pc的半透明/清晰(射门角度60) | 10.8 ksi | 7% | 508年ksi | 129年oF |
| ABS-Like白色(遭受沙尘暴播放器白200) | 7.9 ksi | 9% | 579年ksi | 117年oF |
| ABS-Like黑色(RenShape SL7820) | 7 ksi | 5% | 435年ksi | 124年oF |
| ABS-Like半透明/清晰(111222年流域XC) | 7.9 ksi | 6% | 421年ksi | 123年oF |
| 超细TM(灰色和绿色) | 8.7 ksi | 8% | 377年ksi | 138年oF |
| ABS-Like灰色(射门角度播放器灰色) | 5.8 ksi | 9% | 290年ksi | 144年oF |
| PP-Like半透明的白色(9120年”) | 5 ksi | 25% | 232年ksi | 142年oF |

选择性激光烧结(SLS) &多射流融合(MJF)材料
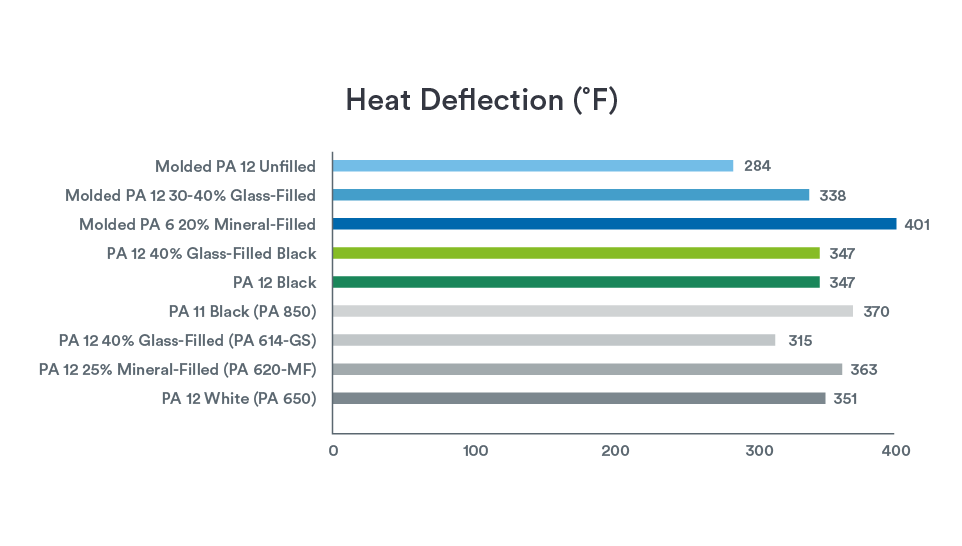
选择性激光烧结和多架融合提供最经济是材料的选择。SLS / MJF技术使用热塑性粉末形式,主要是聚酰胺(PA),使更大的韧性和更高的功能部分影响SLA相比优势部分。SLS / MJF材料HDTs也提供高从315度到370度在66 psi F(测量)。SLS / MJF部分耐用,能够功能测试的抵抗磨损和磨蚀。他们可以生产零部件与灵活性,如生活铰链或吸附特性。
SLS / MJF材料的密度是接近传统制造部分。这种技术的一个好处是,不需要支持结构当烧结和f使用部分。如果需要大部分地区,SLS零件一样大19日在。x 19日在(482.6毫米)。(482.6毫米)x 17。(431.8毫米)生产。SLS / MJF部分缺乏提供表面完成和细特性与SLA提供细节。然而,当去头,MJF略优于SLS的时候制造优良特性的细节。
一般,不,当与射出成型同行的平均价值相比,也有类似的热变形值butlower机械性能。SLS / MJF材料属性有一个已知的各向异性程度测量在x - y平面或z平面。测量值在本指南帐户。
通用尼龙长袜
PA 11黑(PA 850)提供了延性和灵活性,而不牺牲抗拉强度和耐热性。这些特征让PA 850流行的通用材料。海尔哥哥是最高的是尼龙长袜。区分PA 850另一个因素是它的制服,深黑色的颜色。流行黑色高对比度,使功能,它隐藏了污垢,油脂和污垢。黑色也是可取的光学应用由于其低反射率。
PA 12白(PA 650)是另一个通用的应用程序的最佳材料。PA 650是最强的空缺的尼龙材料。它硬度比PA 850弹性模量,并略高于可比拉伸性能时以x - y和z方向。而EB小于PA 850的一半,它仍然是最优秀的演员之一在SLS PA材料的延性。
PA 12黑使用MJF高强度尼龙制造的。最后的部分染黑,他们表现出表面加工质量和稍微各向同性吗机械性能相比,SLS。当需要更多的细节时,这个材料可以实现更小的最小特性解析- 0.02。(0.508毫米)相比SLS材料——0.03英寸(0.762毫米)。PA 12黑色是最好的材料选择设计,整合生活铰链。
填充材料
PA12矿物(PA620-MF)是25%的矿物纤维状粉末。纤维含量显著增加刚度和热变形。这是一个很好的刚度和耐高温时材料的选择是很重要的需求。由于烧结过程,纤维起源的影响(即不同的力学性能基于纤维排列和取向),可以发生在射出成型零件在很大程度上消除印刷部分使用sintering-filled材料。
PA12 40%玻璃填充(PA614-GS)是另一个PA粉含有玻璃球体,使其僵硬和维稳定。这种材料是一种理想的候选人部分,需要长期的耐磨性能。由于玻璃添加剂,减少冲击和拉伸优势相比其他的尼龙长袜。在华氏315度,PA614-GS最低热变形的尼龙长袜。
PA 12 40%玻璃填充黑色是另一个选择如果你想使用了MJF材料。提供的最大优势,这种材料的热变形温度248华氏度(120摄氏度)时测量在264 psi, PA 12矿物填充后最好排名第二。
特种材料
TPU 70年是一个结合了热塑性聚氨酯橡胶弹性和伸长具有良好的耐磨和耐冲击性能。这种材料的橡胶质量使它理想的海豹,垫圈,抓住,软管,或任何其他应用程序需要动态载荷作用下具有很好的抵抗性。这个专业材料第二灵活点材料Protolabs背后的柔软(海岸30)PJ材料。
聚丙烯自然提供耐化学性属性在SLS和MJF材料产品。这种材料是一个真正的聚丙烯,不是polypropylene-like材料。这个艰难的耐用,灵活,材料提供抵抗大多数酸和是轻量级的材料选择。
SLS & MJF材料比较图表
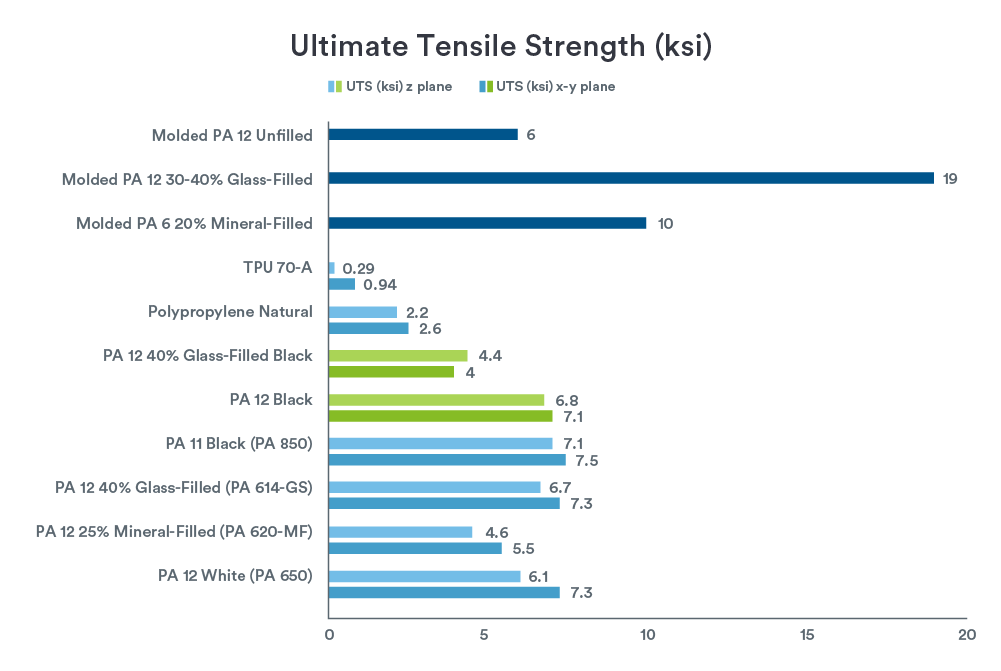
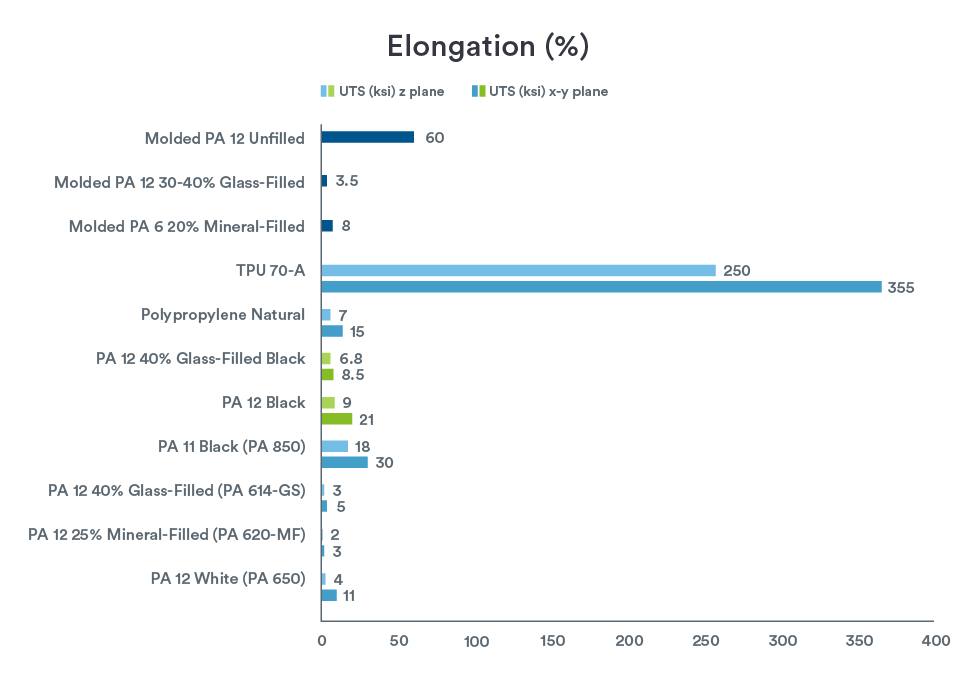
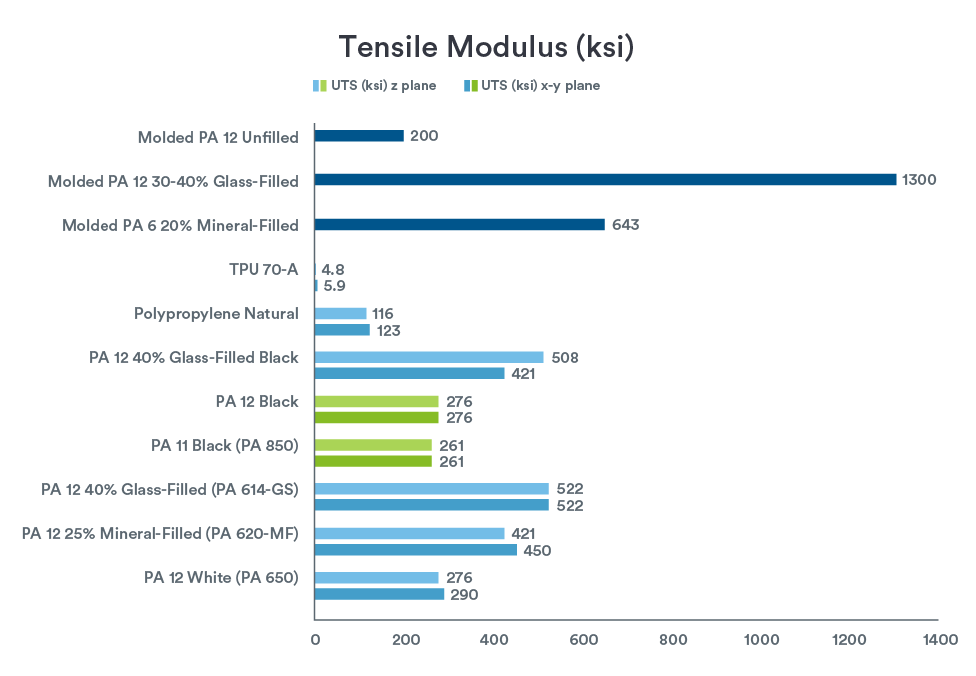
| 抗拉强度 | 伸长 | 拉伸模量 | 热偏转 | ||
|---|---|---|---|---|---|
| 型PA 12空缺 | 6 ksi | 60% | 200年ksi | 284年oF | |
| 玻璃填充型PA 12 30 - 40% | 19 ksi | 3.5% | 1300年ksi | 338年oF | |
| 矿物填充型PA 6 20% | 10 ksi | 8% | 643年ksi | 401年oF | |
| TPU 70年 | x - y平面 | 0.29 ksi | 250% | 4.8 ksi | n /一个 |
| Z平面 | 0.94 ksi | 355% | 5.9 ksi | ||
| 聚丙烯自然 | x - y平面 | 2.2 ksi | 7% | 116年ksi | n /一个 |
| Z平面 | 2.6 ksi | 15% | 123年ksi | ||
| PA 12 40%玻璃填充黑色 | x - y平面 | 4.4 ksi | 6.8% | 508年ksi | 347年oF |
| Z平面 | 4 ksi | 8.5% | 421年ksi | ||
| PA 12黑 | x - y平面 | 6.8 ksi | 9% | 276年ksi | 347年oF |
| Z平面 | 7.1 ksi | 21% | 276年ksi | ||
| PA 11黑(PA 850) | x - y平面 | 7.1 ksi | 18% | 261年ksi | 370年oF |
| Z平面 | 7.5 ksi | 30% | 261年ksi | ||
| PA 12 40%玻璃填充(PA 614 - gs) | x - y平面 | 6.7 ksi | 3% | 522年ksi | 315年oF |
| Z平面 | 7.3 ksi | 5% | 522年ksi | ||
| PA 12 25%矿物(PA 620 - mf) | x - y平面 | 4.6 ksi | 2% | 421年ksi | 363年oF |
| Z平面 | 5.5 ksi | 3% | 450年ksi | ||
| PA 12白(PA 650) | x - y平面 | 6.1 ksi | 4% | 276年ksi | 351年oF |
| Z平面 | 7.3 ksi | 11% | 290年ksi | ||

PolyJet (PJ)材料
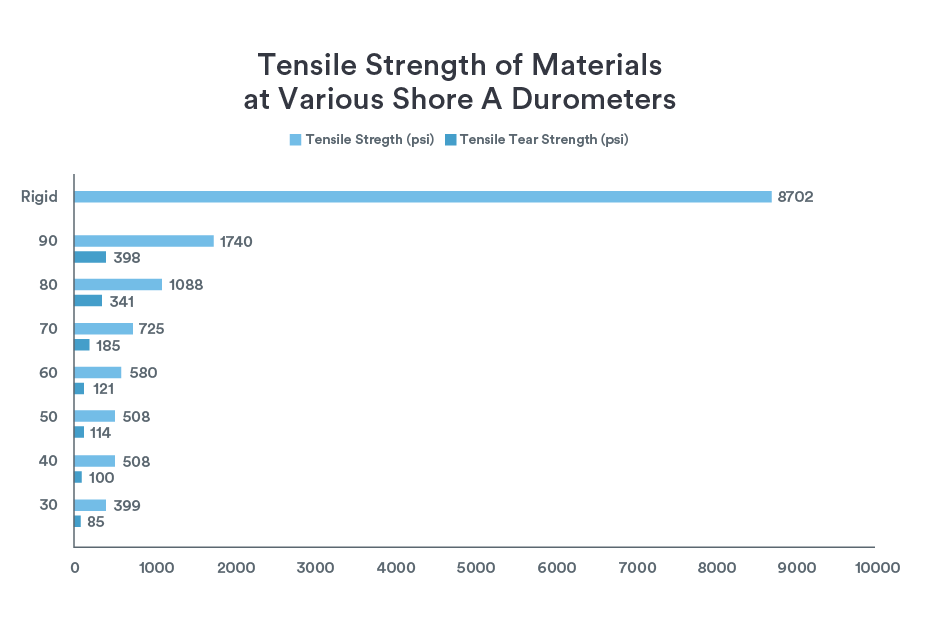
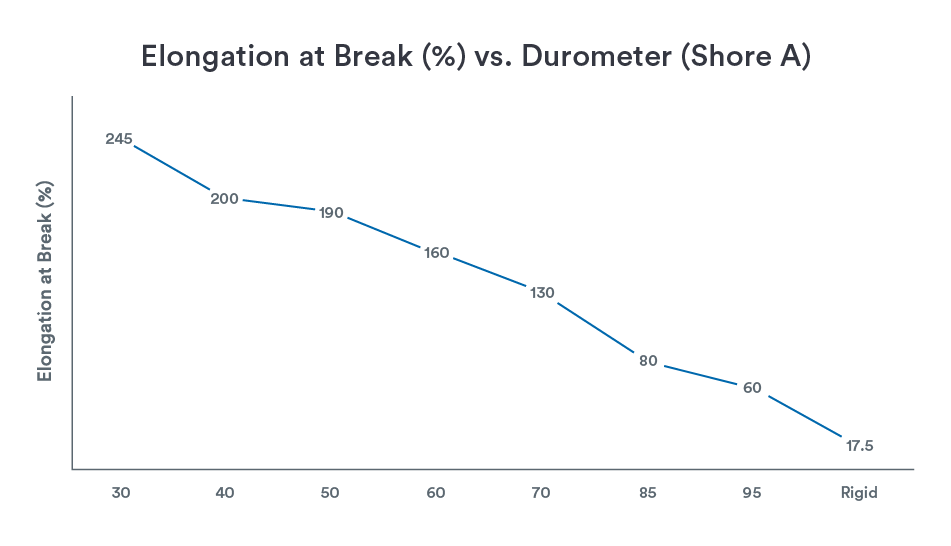
数码感光性树脂部分实现与PolyJet (PJ)印刷过程。PJ材料可用在多个海岸硬度和颜色:透明/半透明的,白色和黑色的。部分甚至可以印着深浅不一的色彩美学和范围硬度计。
数码感光性树脂可以利用各种3 d打印技术的应用程序结合灵活的特性。PJ材料通常用于原型overmolded和液体硅橡胶(LSR)部分如:垫圈,海豹,封面,和肩带。
虽然数码感光性树脂并模仿LSR存在的一些力学性能固有的差异,导致行为改变。的一个根本区别材料粘弹性蠕变。蠕变应变的变化作为时间的函数,而压力保持不变。我们测试了射出成型LSR样品对我们的PolyJet材料粘弹性蠕变30 60和硬度计。PolyJet材料之前显示高初始值迅速下降低于指定的硬度。初LSR显示轻微的漂移测试但很快被夷为平地一致的值不受时间影响。值得理解这些材料差异如果你利用数码感光性树脂作为LSR原型材料。
PolyJet材料图
| 岸上一个硬度计 | 抗拉强度 | 抗撕裂强度 | 伸长 |
|---|---|---|---|
| 30 | 399 psi | 85 psi | 245% |
| 40 | 508 psi | 100 psi | 200% |
| 50 | 508 psi | 114 psi | 190% |
| 60 | 580 psi | 121 psi | 160% |
| 70年,一个 | 725 psi | 185 psi | 130% |
| 80年,一个 | 1088 psi | 341 psi | 80% |
| 95年,一个 | 1740 psi | 398 psi | 60% |
结论
生成金属、热塑性塑料和热固性材料,或3 d印刷提供了许多可以模拟不同的材料,如果不是取代,那些通过处理传统的意思。同时为常规生产1:1材料匹配材料,材料不可以实现的处理方式的不同,是材料的广泛选择,和先进的材料选择,是关键。有一种强烈的可能性至关重要的机械和物理性能满足于现有的材料。的支持下一个消息灵通的,合格3 d打印技术资源,可以填写数据差距,设计师的门打开利用3 d印刷材料的独特优势和技术提供。


如果你有任何问题你的向导,点击这里下载。



