金属3D打印服务
获得高质量的金属3d打印原型和生产部件。今天请求在线报价。
认证
ISO 9001:2015 | AS9100D | ITAR注册


金属3D打印材料选项
下面是我们可用的金属合金3D打印。根据材料的不同,可以进行各种热处理。
不锈钢(17- 4ph)
不锈钢17- 4ph是一种沉淀硬化不锈钢,以其硬度和耐腐蚀性而闻名。如果需要不锈钢选择,选择17-4 PH值,其抗拉强度和屈服强度明显更高,但要认识到它的断裂伸长率远低于316L。最终零件建造17- 4ph接受真空溶液热处理以及H900老化。
主要好处
- 热处理,硬度和强度充分
- 耐蚀性
不锈钢(316L)
不锈钢316L是一种用于制造耐酸和耐腐蚀部件的主力材料。需要不锈钢柔韧性时选用316L;与17-4 ph相比,316L是一种更具延展性的材料。在316L中构建的最终部件接受应力缓解应用。
主要好处
- 耐酸性和耐腐蚀性
- 高延性
铝(AlSi10Mg)
铝(AlSi10Mg)与用于铸造和压铸工艺的3000系列合金相当。具有良好的强度重量比,耐高温和耐腐蚀,以及良好的疲劳、蠕变和断裂强度。AlSi10Mg还具有导热和导电性能。在AlSi10Mg中建造的最终部件接受应力缓解应用。
主要好处
- 高刚度和强度相对于重量
- 导热性和导电性
铬镍铁合金718
铬镍铁合金是一种高强度,耐腐蚀的镍铬高温合金,适用于将经历极端温度和机械载荷的部件。最终部件在铬镍铁合金718接收应力缓解应用。溶液和老化每AMS 5663也可增加抗拉强度和硬度。
主要好处
- 抗氧化、耐腐蚀
- 高性能的拉伸、疲劳、蠕变和断裂强度
钴铬(Co28Cr6Mo)
钛(Ti6Al4V)
钛(Ti6Al4V)是一种主力合金。与23级退火钛相比,Ti6Al4V的力学性能与变形钛的抗拉强度、伸长率和硬度相当。采用Ti6Al4V制造的最终部件接受真空应力缓解应用。
主要好处
- 高刚度和强度相对于重量
- 耐高温、耐腐蚀
比较材料性能
20 μm =高分辨率(HR)
30、40、60 μm =正常分辨率(NR)
| 材料 | 决议 | 条件 | 极限抗拉强度 (ksi) |
屈服应力 (ksi) |
伸长 (%) |
硬度 |
|---|---|---|---|---|---|---|
| 不锈钢 (以PH值) |
20μm | 溶液老化(H900) | 199 | 178 | 10 | 42 HRC |
| 30μm | 溶液老化(H900) | 198 | 179 | 13 | 42 HRC | |
| 不锈钢 (316升) |
20μm | 应力消失 | 82 | 56 | 78 | 90年HRB |
| 30μm | 应力消失 | 85 | 55 | 75 | 88年HRB | |
| 铝 (AlSi10Mg) |
20μm | 应力消失 | 39 | 26 | 15 | 42 HRB |
| 30μm | 应力消失 | 50 | 33 | 8 | 59 HRB | |
| 40μm | 应力消失 | 43 | 27 | 10 | 50 HRB | |
| 钴铬合金 (Co28Cr6Mo) |
20μm | 已建成的 | 182 | 112 | 17 | 39 HRC |
| 30μm | 已建成的 | 176 | 119 | 14 | 38 HRC | |
| 铬镍铁合金718 | 20μm | 应力消失 | 143 | 98 | 36 | 33 HRC |
| 30μm | 应力消失 | 144 | 91 | 39 | 30 HRC | |
| 30μm | 解决方案和年龄根据AMS 5663 | 208 | 175 | 18 | 46 HRC | |
| 60μm | 应力消失 | 139 | 83 | 40 | 27 HRC | |
| 60μm | 解决方案和年龄根据AMS 5663 | 201 | 174 | 19 | 45 HRC | |
| 钛 (Ti6Al4V) |
20μm | 应力消失 | 153 | 138 | 15 | 35 HRC |
| 30μm | 应力消失 | 144 | 124 | 18 | 33 HRC |
| 材料 | 决议 | 条件 | 极限抗拉强度 (MPa) |
屈服应力 (MPa) |
伸长 (%) |
硬度 |
|---|---|---|---|---|---|---|
| 不锈钢 (以PH值) |
20μm | 溶液老化(H900) | 1372年 | 1227年 | 10 | 42 HRC |
| 30μm | 溶液老化(H900) | 1365年 | 1234年 | 13 | 42 HRC | |
| 不锈钢 (316升) |
20μm | 应力消失 | 565 | 386 | 78 | 90年HRB |
| 30μm | 应力消失 | 586 | 379 | 75 | 88年HRB | |
| 铝 (AlSi10Mg) |
20μm | 应力消失 | 268 | 180 | 15 | 46 HRB |
| 30μm | 应力消失 | 345 | 228 | 8 | 59 HRB | |
| 40μm | 应力消失 | 296 | 186 | 10 | 50 HRB | |
| 钴铬合金 (Co28Cr6Mo) |
20μm | 已建成的 | 1255 | 772 | 17 | 39 HRC |
| 30μm | 已建成的 | 1213 | 820 | 14 | 38 HRC | |
| 铜 (CuNi2SiCr) |
20μm | 沉淀硬化 | 496 | 434 | 23 | 87年HRB |
| 铬镍铁合金718 | 20μm | 应力消失 | 986 | 676 | 36 | 33 HRC |
| 30μm | 应力消失 | 993 | 627 | 39 | 30 HRC | |
| 30μm | 解决方案和年龄根据AMS 5663 | 1434 | 1207 | 18 | 46 HRC | |
| 60μm | 应力消失 | 958 | 572 | 40 | 27 HRC | |
| 60μm | 解决方案和年龄根据AMS 5663 | 1386 | 1200 | 19 | 45 HRC | |
| 钛 (Ti6Al4V) |
20μm | 应力消失 | 1055 | 951 | 15 | 35 HRC |
| 30μm | 应力消失 | 993 | 855 | 18 | 33 HRC |
这些数字是近似的,取决于许多因素,包括但不限于,机器和工艺参数。因此,所提供的信息不具有约束力,也不被视为已得到认证。当性能很关键时,也要考虑对添加剂材料或最终部件进行独立的实验室测试。

标准完成
预计粗糙度值为200至400 μ in Ra(0.005至0.010mm Ra),具体取决于材料和分辨率。支撑结构被移除,层线可见。

自定义完成
我们提供一系列磨砂和抛光镜面抛光刷表面。请务必说明定制表面处理是用于功能还是用于美学目的,以便我们可以就定制选项向您提供最好的咨询。


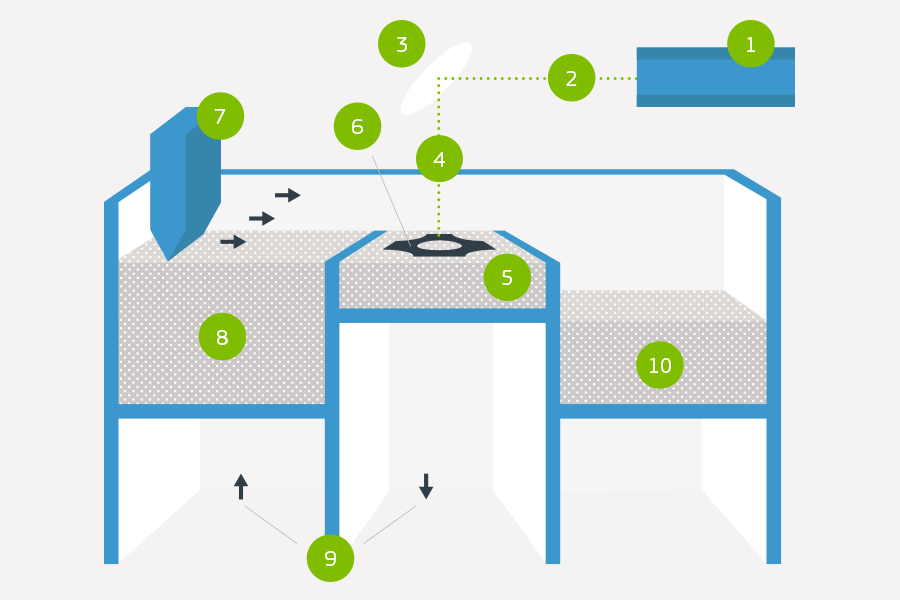
金属3D打印是如何工作的?
DMLS机器开始烧结每一层——首先是支撑结构到底板上,然后是零件本身——用激光对准金属粉末床。在粉末的横截面层被微焊接后,构建平台向下移动,重铸器叶片穿过平台,将下一层粉末沉积到惰性构建室中。这个过程一层一层地重复,直到构建完成。
当构建完成时,手动对部件进行初始刷刷,以清除大部分松散粉末,然后进行适当的热处理循环,同时仍然固定在支撑系统中,以减轻任何压力。从平台上拆卸零件,从零件上拆卸支撑结构,然后完成所需的喷砂和去毛刺。最终DMLS部件的密度接近100%。





